Modern manufacturing continues evolving as industries prioritize efficiency, automation, and production consistency. Across textile production facilities, fabric manufacturing operations, apparel industries, industrial material processing environments, and commercial production sectors, advanced machinery technologies continue shaping operational capabilities. As industrial modernization expands globally, textile knitting equipment continues becoming increasingly important within modern manufacturing environments.
Manufacturers today increasingly prioritize technologies capable of improving workflow coordination while strengthening long-term production performance. Equipment quality directly influences manufacturing efficiency, operational consistency, and infrastructure scalability.
As production technologies continue advancing, modern industrial systems remain increasingly valuable.
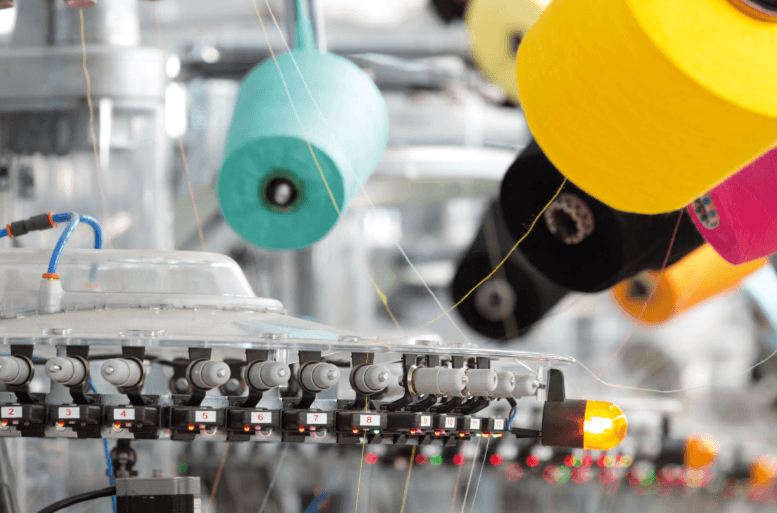
Understanding Textile Production Infrastructure
Textile manufacturing frequently depends on machinery systems capable of supporting coordinated production environments.
Industrial facilities commonly prioritize technologies supporting:
- Fabric manufacturing workflows
- Material production systems
- Industrial automation infrastructure
- Production coordination planning
- Manufacturing optimization strategies
Reliable equipment infrastructure strengthens operational continuity while supporting production performance.
Modern manufacturing environments increasingly emphasize technology-focused operational systems.
Why Equipment Performance Matters in Textile Manufacturing
Industrial businesses frequently operate within environments requiring dependable machinery performance.
Organizations commonly prioritize:
- Workflow consistency
- Operational reliability
- Manufacturing efficiency
- Equipment performance
- Long-term scalability
Reliable infrastructure strengthens productivity while supporting operational continuity.
Equipment planning remains increasingly valuable across manufacturing sectors.
How Textile Knitting Equipment Supports Manufacturing Performance
Industrial machinery directly influences operational readiness and production capabilities.
Several factors contribute to increasing demand for advanced textile technologies.
Improved Production Coordination
Modern manufacturing facilities increasingly prioritize infrastructure supporting workflow organization.
Reliable systems may help strengthen:
- Manufacturing consistency
- Equipment coordination
- Operational efficiency
Efficiency strengthens production outcomes.
Enhanced Manufacturing Reliability
Industrial environments continue emphasizing infrastructure stability.
Advanced technologies may contribute to:
- Better operational continuity
- Improved production readiness
- Greater manufacturing consistency
Reliability remains increasingly valuable.
Support for Manufacturing Scalability
Growing organizations increasingly prioritize infrastructure capable of adapting to future operational expansion.
Scalable systems strengthen:
- Long-term production readiness
- Manufacturing flexibility
- Future development planning
Adaptability remains increasingly valuable.
Businesses evaluating manufacturing technologies may consider textile knitting equipment solutions to strengthen production capabilities.
Industries That Frequently Depend on Advanced Textile Technologies
Industrial production systems continue supporting multiple sectors.
Fabric Manufacturing
Production facilities increasingly prioritize operational consistency and infrastructure performance.
Reliability remains essential.
Apparel Industry
Clothing production sectors frequently emphasize technologies supporting manufacturing coordination.
Operational quality strengthens competitiveness.
Industrial Textile Production
Industrial environments increasingly prioritize infrastructure supporting scalability planning.
Efficiency strengthens operational outcomes.
Commercial Material Processing
Production sectors continue expanding modernization initiatives supporting manufacturing readiness.
Reliable systems strengthen productivity.
Important Factors to Consider When Evaluating Manufacturing Equipment
Industrial planning often requires balancing operational goals with future manufacturing requirements.
Several considerations commonly influence equipment decisions.
Reliability Requirements
Operational continuity depends heavily on infrastructure performance.
Reliable systems strengthen manufacturing outcomes.
Efficiency Objectives
Businesses increasingly prioritize technologies supporting workflow optimization.
Efficiency planning influences competitiveness.
Scalability Planning
Growing industries increasingly prioritize infrastructure capable of adapting to future operational growth.
Scalable systems strengthen long-term readiness.
Manufacturing Trends Continue Influencing Equipment Development
Industrial sectors continue evolving through technological advancement.
Several developments continue shaping manufacturing demand.
Increased Automation Expansion
Businesses increasingly integrate technologies supporting operational modernization.
Automation remains a major development driver.
Greater Focus on Production Optimization
Facilities continue emphasizing productivity improvement initiatives.
Optimization strengthens competitiveness.
Continued Manufacturing Modernization
Technology integration increasingly improves production visibility and infrastructure planning.
Modern industrial environments continue evolving.
How Manufacturers Improve Production Performance
Organizations focused on long-term industrial growth often prioritize:
- Equipment reliability
- Workflow optimization
- Production consistency
- Infrastructure modernization
- Long-term scalability
Strategic planning supports stronger manufacturing outcomes.
Manufacturing competitiveness increasingly depends on infrastructure aligned with evolving production requirements.
See also: Why Hydraulic Piston Pump Technology Matters in Modern Industrial Applications
Frequently Asked Questions
1. Why is equipment reliability important in manufacturing?
Reliable equipment supports operational consistency and production performance.
2. Why do businesses prioritize manufacturing efficiency?
Efficiency strengthens productivity and long-term competitiveness.
3. Why is scalability important in industrial infrastructure?
Scalable systems help businesses adapt to future manufacturing growth requirements.
Conclusion
Modern manufacturing continues evolving as industries prioritize efficiency, reliability, and operational performance. Advanced machinery technologies remain essential for supporting productivity and long-term industrial growth. As industrial modernization continues advancing globally, reliable manufacturing infrastructure will remain increasingly valuable for strengthening future operational success and production competitiveness.